

andrics
-
Broj sadržaja
367 -
Na DiyAudio.rs od
-
Poslednja poseta
-
Broj dana (pobeda)
2
Content Type
Profiles
Forum
Blog
Kalendar
Postovi objavljeno od andrics
-
-
@Zeljkor mozda sam bio ne dorecen , izvini . Da razjasnimo nema nikakve veze sa tobom . Radi se SAMO o plocicama, komponente koje sam pomenuo nisu sa tvojih slika ili iz tvog oglasa.
-
Plocice koje su koriscene za taj pojacavac , takodje i dosta drugih komponenti , sam dao clanu ovog foruma da proda i prosledi novac. Na zalost ni novac , ni komponente nikada nisam dobio.
@Zeljkor izvini sto ti spamujem temu , ali kada sam video jednostavno sam morao da reagujem.
-
-
Quote
drajveri su izgleda moji nekadasnji

Sta da ti kazem , bili su u kompletu sa tad 1602b basovima . Cudni su putevi gospodnji , nista nije nemoguce.
-
Quote
Mislim da nisi namerno tako izabrao texturu drva
Drveni blokovi su kupljeni gotovi od stolara , nisam imao uticaj na to kako ce da ih laminiraju .
-
E to je sad kompletna istorija . @zenmod hvala za informaciju
-
-
-
-
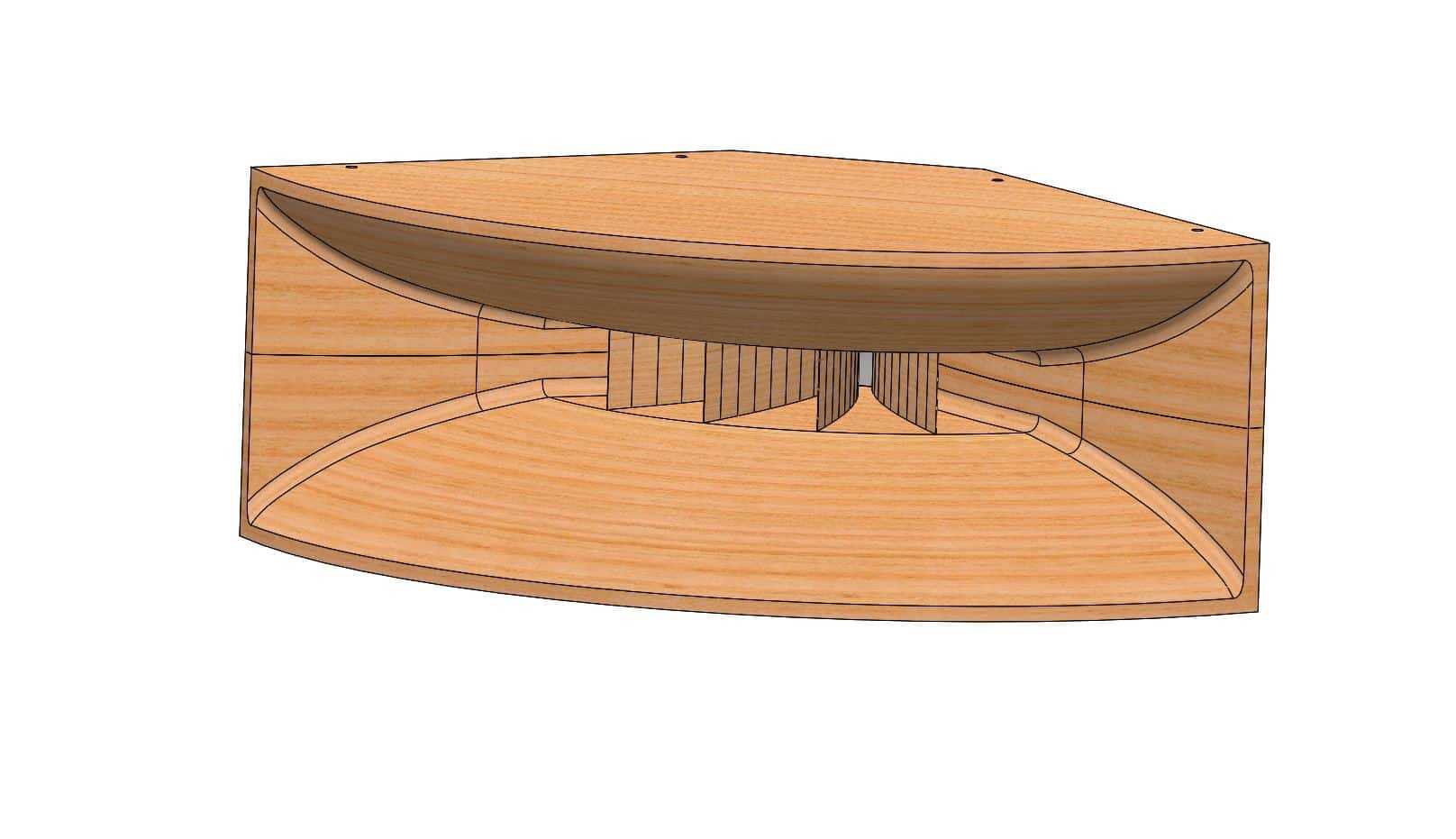
Faza 3: sastavljanje i skirglanje
- Woland, Fly carpenter and Beli je reagovao/la na ovo
-
 3
3
-
Quote
Svaka ti cast
. Izvanredno. Samo jos reci da si ti pravio i taj CNC stroj. Ne bi me uopste zacudilo...
Hvala
Zar mislis da bih ja kupio nesto sto mogu da napravim tacno onakao kako mi treba .
Na zalost limit foruma za upload mi ne dozvoljava da postujem kompletan tok izrade .
-
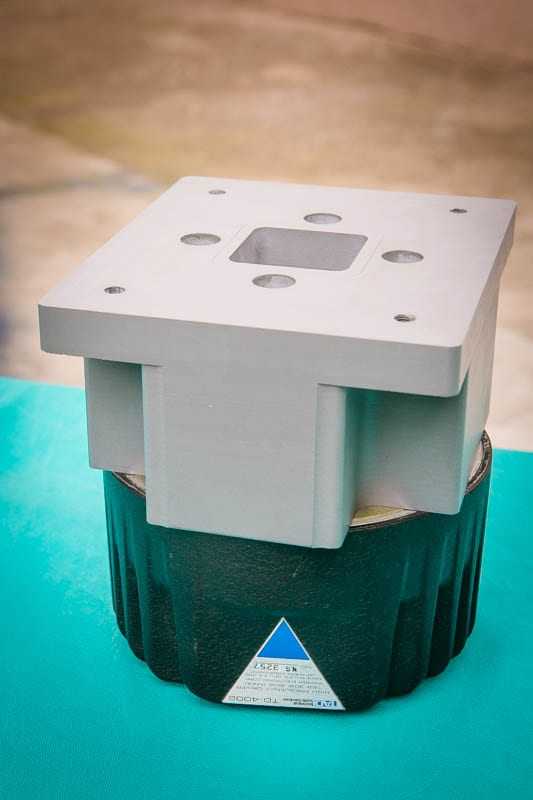
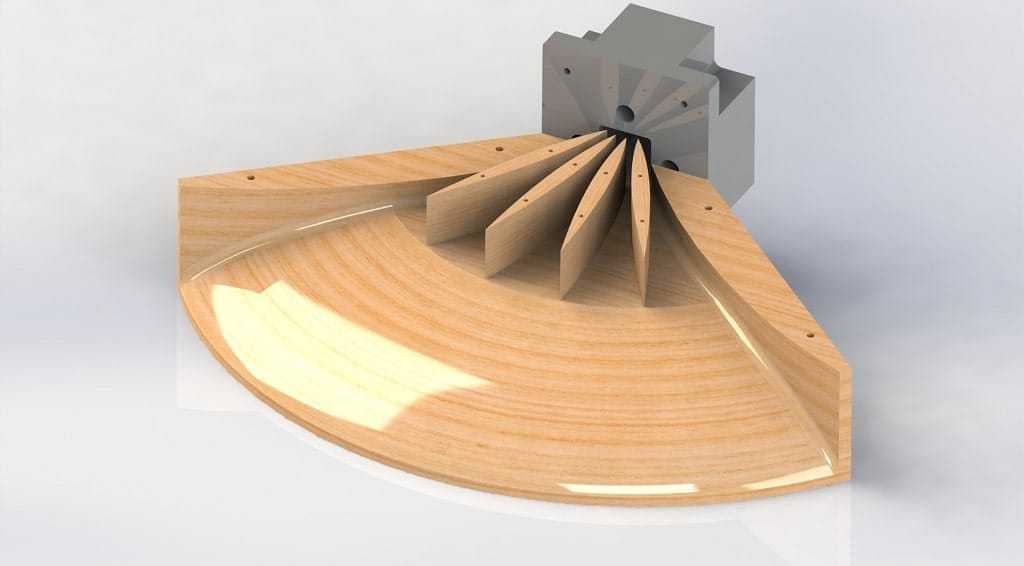
Faza 5 : voskiranje.
Sledi izrada bas kabineta za 1602b , takodje ce biti foto dokumentovano.
Za sada toliko ako ima pitanja rado cu odgovoritiQuoteYou are only allowed to upload 2.93mb.
-
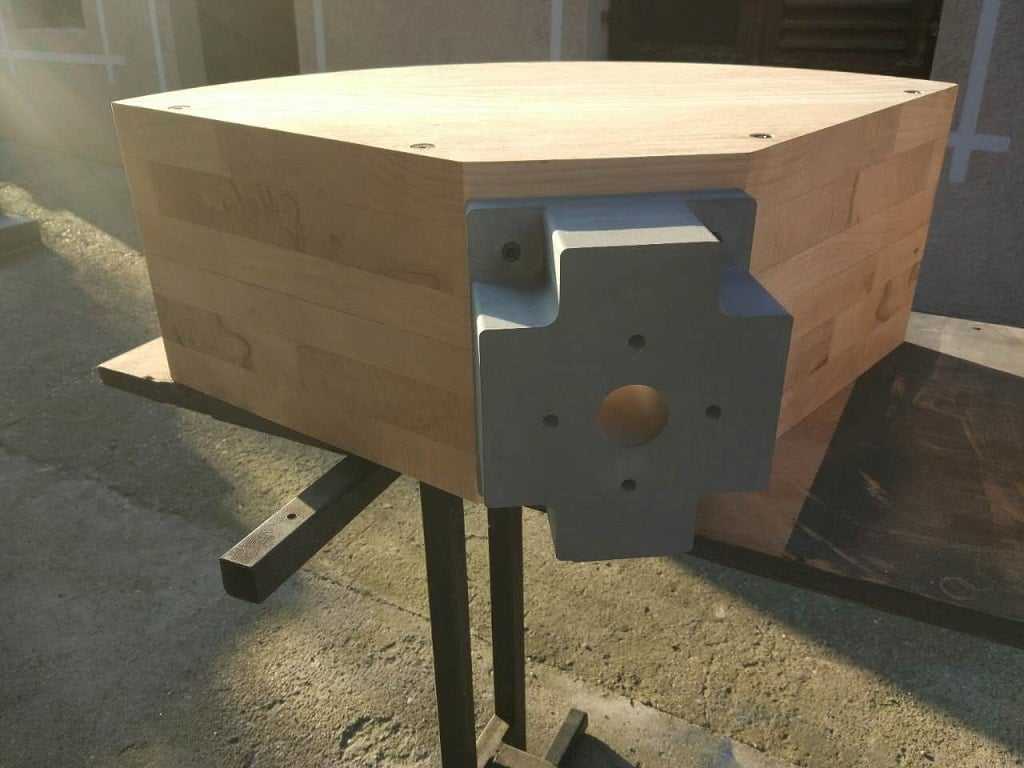
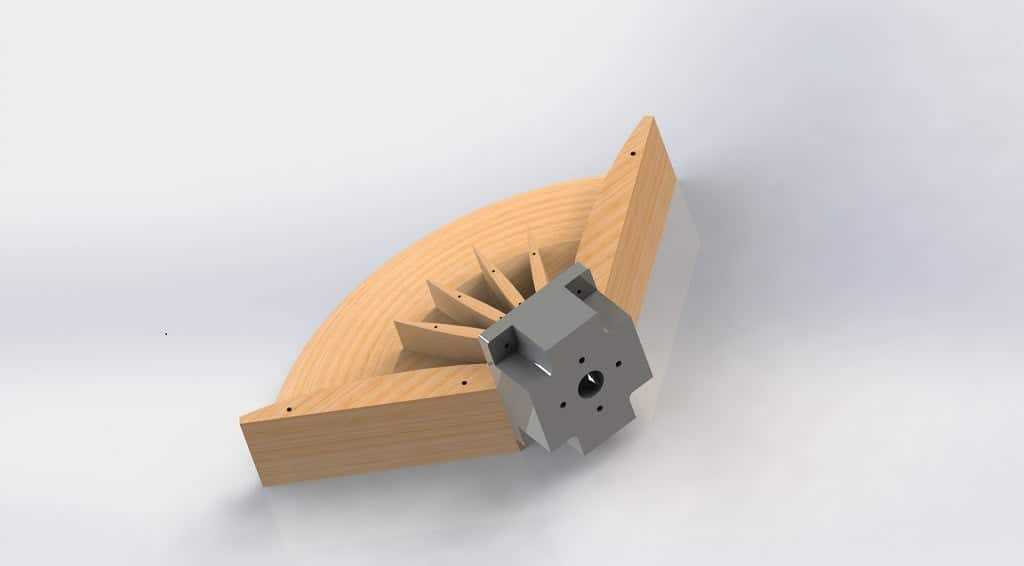
faza 4 : adapter
QuoteYou are only allowed to upload 2.93mb.
-
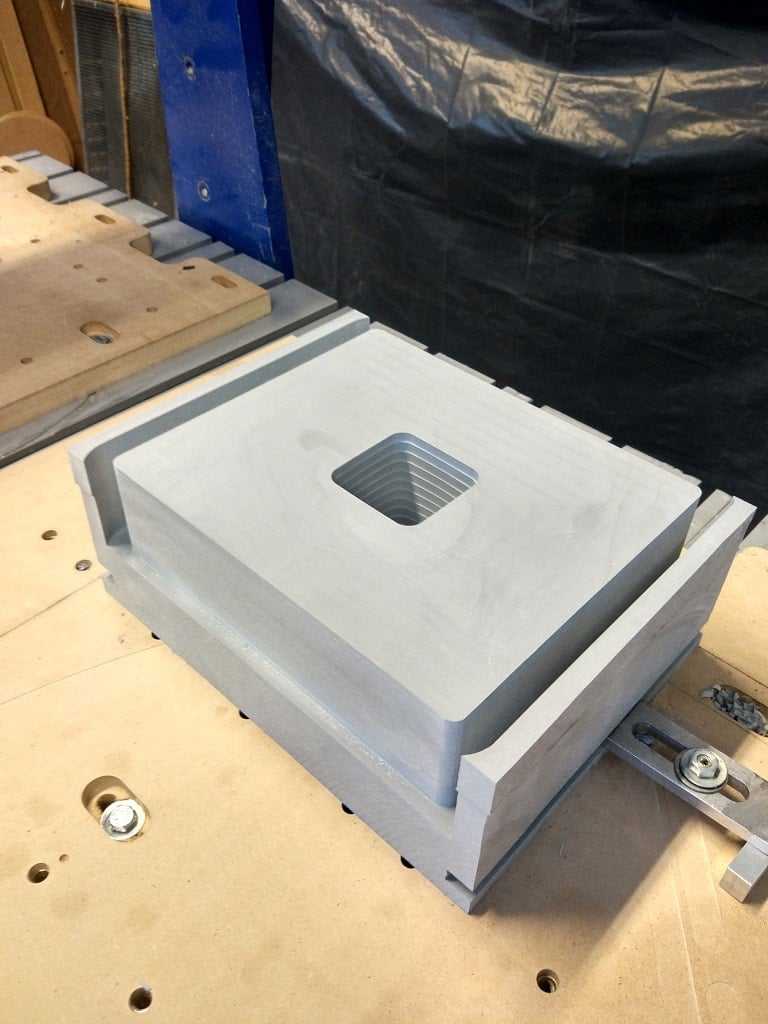
Faza 3: sastavljanje i skirglanje .......
QuoteYou are only allowed to upload 2.93mb.
Na zalost ne mogu da uploadujem ostale
-
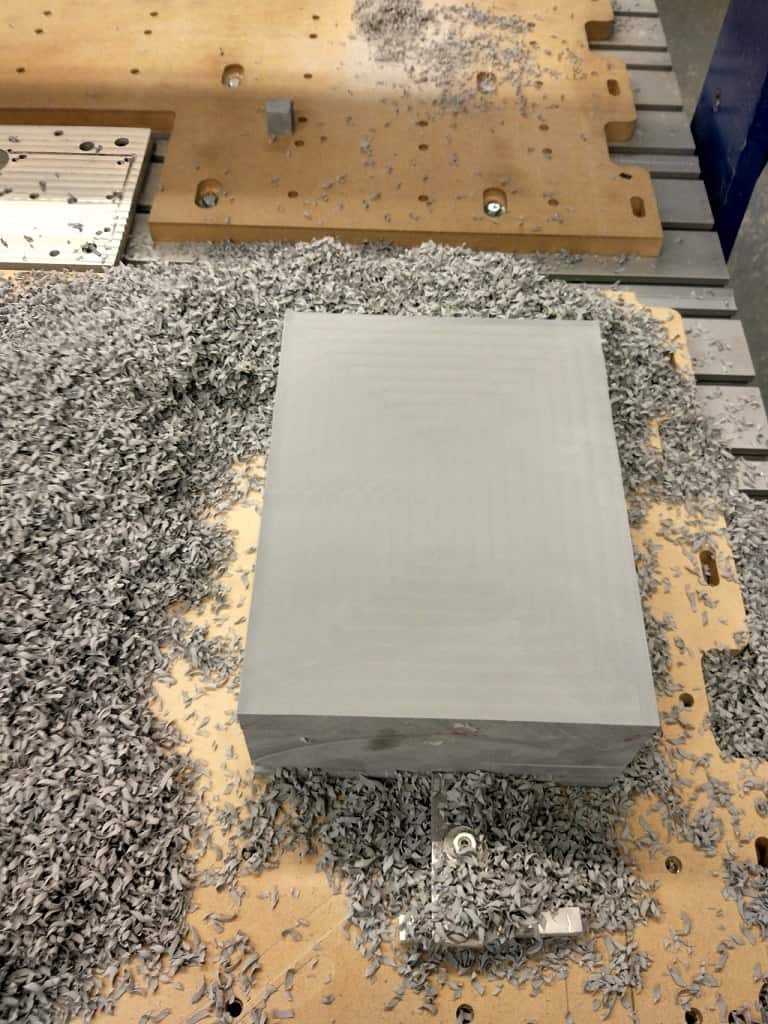
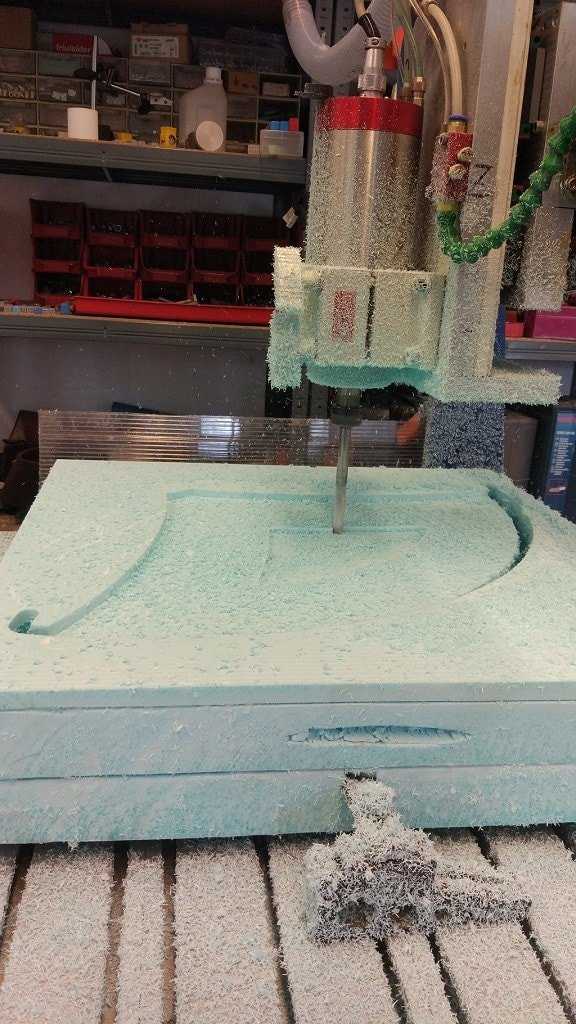
Faza 2 : CNC work
- Woland, Fly carpenter and Beli je reagovao/la na ovo
-
3
-
-
Quote
pitam znalce, da li je neko ovako nešto probao sa 15" Tannoyima i koliko bi bilo komplikovano ovakav lavor napraviti na CNC-u od nekog MDF?
Naravno ne od jednog komada nego od 4 modula koji bi se sklapali u "X" fazonu gledajući spreda...
...nadalje da li ima neko taki CNC...?
...pitanje je za sad rekreativnog karaktera...
Alo se uklapa u dimenzije 1000x1200x300mm mogu ja to da odadim na cnc-u.
-
Postavio sam mašinu na draft quality, čisto da vidim na čega će da izađe. Čak se nisam ni zezao da promenim kotur sa belom bojom... Pa, tako i izgleda: draft... (točeno)
arm_01.JPG arm_02.JPG arm_03.JPGMerkanjem i računanjem, došao sam do određenih saznanja o potrebnim podešavanjima da bi ovako mali komad izašao što verniji željenom dizajnu. Previše imam onog drugog posla da bih sada sa tim eksperimentisao, ali za neke stvari smo sad ipak pametniji. S obzirom na to da je komad rađen po sistemu "sedi i vozi", nije jako loše. U apsolutnim razmerama bi bilo neprihvatljivo ali... Imam kada ovim da se bavim kad obavim ono što se pre svega mora obaviti... (višak materijala na slikama je privremene prirode - dodaje se da bi slojevi iznad imali na čega da se oslanjaju u procesu)
edit: namesto minimalnih 50 mikrona koliko mašina može, ovde je bilo podešeno na 300mikrona tj umesto 0.05mm rađeno sa brizganjem nitima od 0.3mm (naravno, to sa sobom povlači i značajno duže vreme za izradu a vremena baš ovih dana nemam toliko za ovakve stvari)
Ono sto ja mogu da kazem na prvi pogled je da je potrebno dosta vremena da bi ovaj printer poceo da stampa kako treba . Da me ne shvatite pogrosno , to nije slucaj samo sa ovim printerom , vecina printera , da ne kazem svi , moraju detaljno da se podese , da bi mogli da printaju korektno . Ako su ovako katastrofalni rezultati sa 0.3mm layer-om ( slojem ) , 0.05 mm je besmisleno pokusavati dok se printer ne podesi .
Dizna je po specifikaciji 0.4mm ali to u stvarnosti nikada nije tako , varira od 0.35 do cak 0.5mm . Samim tim debljina niti, koji se formira na izlazu dizne , nije ista za svaki primerak . To je osnovno da se utvrdi i da se vrednost unese u slicer .
Filament je , koliko mogu da vidim iz slika PLA , to je jos jedna bitna stavka za upotrebljivost objekta . PLA se deformise vec na 40 -45 stepeni C , tako da ga ja nikada nisam smatrao ,da otstampani objekti , sa ovim filamentom imaju upotrebnu vrednost.
Hot bed , ploca na kojoj se stampaju objekti , je od aluminijuma , a to za sobom povlaci mnoge probleme kada se zeli stampa sa layerom 0.05mm. Naime , da bi se materijal zalepio na plocu potrebno je da se ploca zagreje , za PLA 60-70 C , ABS 110-120C. Kako god konstrukciono da je reseno , aluminijum se blago uvija na sredini , i povrsina na kojoj se stampa nije vise dovoljo ravna , to dovodi do losih rezultata u finalnom objektu . Iskustvo kaze da za 0.05mm layer , staklo sa slojem kapton-a je idealna povrsina .
Sledece sto se vidi je nepreciznost slaganja layera , u prevodu da svaki sledeci lajer mora da prati geometriju prethodnog . To sa ovim primerkom printera je jako lose . Razloga za to moze da bude vise , ali su najcesci los kvalitet upotrebljenih mehanickih delova ili prevelika brzina za taj printer .
Objekti koji se stampaju su obicno zaokruzene metricke vrednosti , tako da layer od 0.3mm je besmislen a ujedno dovodi do loseg prelaza izmedju layera i slinavog izgleda odstampanog dela . Layer od 0.25 mm je iskustveno najbolja velicina za relativno brz print , a layer od 0.1mm za relativno precizan print .
sta to znaci prakticno znaci ? Nas objekat ima oblik stepenica a svaka je visoka vi 15.5 mm , layer je 0.3mm . Matematika kaze 15.5 /0.3= 51.666.... 55 layera ce odstampati kako treba ali taj poslednji je problematican .
Ne znam da li na tom printeru postoji ventilator koji duva u objekat dok se stampa , ali je to za stampu malih , preciznih objekata jako bitno . Mora da se forsira hladenje prethodnog layer-a pre nego sto pocne stampa sledeceg . Ako ne postoji to dovodi do deformacije prethodno odstampanog layera .
itd , itd...
Ako je potreban pomoc pusti poruku na email .
P.S Dobro dosao u klub " nerviranja do zore "
-
Рекох заборави,
видео сам слику 5 из тог линка и ништа ми није јасно.
Ајд,још једном заборави
EDIT: То би требало да ради и као ово са линка
http://www.diyaudio.rs/topic/1967-cevni-preamp-za-slobu/?p=40683
Ако је тако,ако се икад будем занимао тиме урадићу баш тако,ово свако разуме.
Намена му је иста и не захтева ангажовање професора математике да би се реализовало
Kako ti nije jasno , bar tebe smatram klikerasom na frumu
Prosta digitala
znaci imamo 6 polozaja . binarno mozemo da ih predstavimo na sledeci nacin
000001
000010
000011
000100
000101
000110
000111
.
.
.
111111
Ako pstavimo da nam je cilj atenuacija sa skokom od 1 dB to ide ovako
Prosto binarno sabiranje
1 binarno 000001
+2 binarno 000010
--------------------------
=3 binarno 000011
sto prakticn znaci da imamo 6 releya sa sledecim atenuacijama
1 rele 1dB
2 rele 2dB
3 rele 4db
4 rele 8db
5 rele 16db
6 rele 32db
Svaki sledeci je duplo veci od prethodnog
Prosto binarno sabiranje
1 binarno 000001
+2 binarno 000010
--------------------------
=3 binarno 000011
Primer
1 db uklj 1 rele ostali isklj
2 db uklj 2 rele
3 db uklj 1 i 2 rele
4 db uklj 3 rele
5 db uklj 1 i 3 rele
6 db uklj 2 i 3rele
7 db uklj 1,2,3 rele
8 db uklj 4
.
.
15 db uklj 1,2,3 i 4
16 db uklj 5
.
.
31 db uklj 1.2.3.4 i 5
32 db uklj 6
.
.
64 ukljuceni svi
U principu je samo kombinacija fiksnih atenuatora.
Jedina mana impulsvog resenja u dnosu na maxtone je sto se ulazna i izlazna impedansa kod impulsa menja sa bilo kojom kpmbinacijom otprora a kod maxtone se ne menja . Mislim da ce se to odraziti na zvuk .
Nadam se da je sada jasnije
-
Nisi u pravu ZZZ, ovde je ista ta tehnika prisutna par godina.
Mogu se kupiti savremeni 3D printeri i oprema. Jedino je broj zainteresovanih mali a tehnologija još uvek dosta skupa.
Ko potraži po netu, naći će... evo jedne adrese ( iz Zemuna ) http://www.3d-caddit.com/content/view/32/71/
Tacno tako Leonardo , i ako ovo nije isti princip , ako posmatramo cilj ove tehnologije tj brza izrada prototipova ,jako su slicni . Tehnologija je stara skoro 30 godina , ali je tek sad dostigla neku jako strmu uzlaznu putanju.
Mnogo nasih ljudi je radilo i dalo doprinos reprap DIY stampacima , i vrlo rado ih pominju ljudi zainteresovani za razvoj ove tehnologije .
Sledeci korak na ovom polju su stampaci koji mogu da stampaju metale, ali to je neka druga prica . Kad a bude bilo rezultata u toj oblasti , napravicemo temu i o tome .
-
Dobra stvarčica. Napravio mi kolega phase plugin za zvučnike pre 3-4 godine al nemam m.. da sečem zvučnike a ni hirurški skalper. Odlično za hornu, kutiju ili front za uređaj... Sad što se tiče lomljivosti i grubosti sve to zavisi od štampača i od toga koji procenat popunjenosti se stavi pri štampanju. Za sad SKUPO ali mnogo se radi na pojeftinjenju. Kao i svaka tehnologija rvo je skupa a kasnije drastična razlika.
Ne bih se slozio da lomljivost ima veze sa modelom stampaca , mnogo vise ima veze sa kvalitetom i vrstom filamenta ( plastike ) i sa pravilno podesenim stampacem . Za sada sam imao prilike da probam ABS i PLA , HIPS. Cekam da mi stigne kvalitetan polikarbonat . Zbog velike vlaznosti vazduha PVA je ne upotrebljiv u krajevima gde ja zivim i radim .
Situacija je sledeca :
ABS je najzahvalniji za stampnje modeli su otporani je na temparaturu do 130 - 140 C bez deformacije ali ima najlosije mehanicke karakteristike.
PLA je plastika novijeg datuma , navodno, eko fraendly ( bio razgradiva) , ima dobre mehanicke karakteristike , ali na zalast te dobre mehanicke karakteristike gubi vec na 50C
Polycarbonat je najzajebaniji za stampu , trazi dobro dizajniran hotend , ali zato model ima najbolje mehanicke karakteristike i na povisenim temparaturama .Svaki dan se pojavljuju neke nove smese materijala ali su za sada svi ostali materijali preskupi za eksperimentisanje .
HIPS i PVA su filamenti koji se uglavnom koriste za suport pri stampanju , pogotovo kod komplikovanih modela .Njihova prednost je sto su rastvorivi, PVA sa vodom a HIPS sa limunskom kiselinom. Jos uvek se, uglavnom , koriste stampaci sa jednim hotend-om ( diznom ) mada je tendencija i sve vise ljudi rade na tome da se unaprede i hardwer i software da se stampa sa 2 i vise hotend-a . Ja se trudim da se svrstam medju te ljude , koliko cu biti uspesan vreme ce pokazati
Sto se tice ispune i tu si donekle u pravu jako mali procenat popunjesti ljudi koriste da bi ustedeli filament, koji je jos uvek relativno skup ,samim tim degradiraju mehanicke karakteristike modela. Ja uglavnom radim 98% popunjenost , za objekte kod kojih mi je bitno da budu cvrsti , 50% za bitne objekte koji ne moraju da imaju veliku cvrstinu i 25% za izlozbene modele . Bez ispune se rade samo objekti za kalibraciju , jer se time dokazuje koliko dobro je printer podesen . Najcesci model je kocka ima samo zidove a unutra je suplja . Ako se to odstampa kako treba onda se smatra da je stampac dobro podesen.
-
Docicu to je fakat, ali da vucem sa sobom ovu skalameriju na aviJon, nema sanse . Mada cu videti da posaljem sam sebi . Cisto da vidim koliko ce da probaju da me rebnu na carini . Ionako imamo ugovor sa Fedex-om ( sto znaci da imamo veliki popust za posiljke) ,pa ako me iznerviraju samo cu da kazem da vrate nazad.
-
Da li to stampate po narudzbini? Tipa nadjem model koji mi treba a da se uklapa u dimenzije vaseg stampaca i koliko bi kostalo to otprilike.
Mislim da bi ti bilo skupo, zbog transporta , i sporo jer sam ja na 5337milja(8590 km )od Srbije.
-
Zaista lepo predstavljanje tehnologije.
Prvi put sam se sa istom sreo pre nekih skoro tri godine. Imao sam priliku rukovati sa izradjenim prototipom kućišta za jedan kompleksan elektronski uređaj.
Taj prototip je veoma dobro poslužio u fazi projektovanja i razvoja, radi uklapanja ostalih elemenata.
Sam materijal je bio lako lomljiv i njime je trebalo pažljivo rukovati. Površine su bile malo grublje, vidljivi tragovi "nalivanja-deponovanja" materijala.
Verujem da je do danas dostignut viši kvalitet. Pretpostavljam da to zavisi i od tople dizne kroz koju se materijal "naliva". Koliko vidim ovde je ta dizna 0.4mm, što bi moglo dati fin kvalitet prototipa.
Koliko je ta plastika čvrsta - otporna na savijanje, deformaciju itd...?
Minimalni promer dizne koji sam koristio je 0.2 a maximalni 0.7 . Manja dizna je za finije stvari a vece za grubi brzi print. Takodje i debljina layera moze da se podeseva minimalno sam isao na 0,01 a max na 0.4mm. Sve to zavisi od toga sta hoce da se postigne fini detalji ili brzina stampe.
Delovi izradjeni na ovaj nacin su potpuno funkcionalni , ali za 15% manje tvrdoce nego da se rade klasicnim brizganjem.
To su rezultati ispitivanja ne nekom americkom institutu , ne mogu da se setim imena instituta jer sam imao skoro nesrecu da sam pobrisao bukmarkovane sajtove.
e sad nas PRCas.
koliki je maksimalni promer usta horne koji mozes da pljucnes na tom printeru:)
Moj stampac je 200 x 200 x 170 mm i to je maximalna dimenzija objekta koji se stmapa. Razlog je sto 90% objekata upada u te dimenzije . Posto mi proizvodimo ovaj stampac . a dizajn je modularan, mogu da ga napravim do dimenzija 500 X 500 X 500mm. Jedina mana je kod stampanja tako velikih objekata vreme . Zna da potraje stampanje i po 20-30 sati u zavisnosti od modela.


































-
Trenutno na sajtu 0 članova, 2 Skrivenih, 13 Gosta (Pogledaj celu listu)
- There are no registered users currently online
-
Forumska statistika
8.9k
Ukupan broj tema434.6k
Ukupan broj objava -
Statistika članovȃ
2862
Svi članovi3371
Najviše na sajtu
P: Popunjene plocice za RMI FC100
in Oglasi
Napisano
Daj neku cenu na PM , ja moje plocice nikada nisam polemio i ako imam sve komponente, a voleo bih da imam ovaj pojacavac. S obzirom da je ovo 50% posla gotovo skratilo bi mi vreme, da spakujem taj pojacavac.
Jos jednom izvini ako sam ti izazvao bilo kakvu neprijatnost .
Poz.