


andrics
-
Broj sadržaja
367 -
Na DiyAudio.rs od
-
Poslednja poseta
-
Broj dana (pobeda)
2
Content Type
Profiles
Forum
Blog
Kalendar
Sve objavljeno od andrics
-
Daj neku cenu na PM , ja moje plocice nikada nisam polemio i ako imam sve komponente, a voleo bih da imam ovaj pojacavac. S obzirom da je ovo 50% posla gotovo skratilo bi mi vreme, da spakujem taj pojacavac. Jos jednom izvini ako sam ti izazvao bilo kakvu neprijatnost . Poz.
-
@Zeljkor mozda sam bio ne dorecen , izvini . Da razjasnimo nema nikakve veze sa tobom . Radi se SAMO o plocicama, komponente koje sam pomenuo nisu sa tvojih slika ili iz tvog oglasa.
-
Plocice koje su koriscene za taj pojacavac , takodje i dosta drugih komponenti , sam dao clanu ovog foruma da proda i prosledi novac. Na zalost ni novac , ni komponente nikada nisam dobio. @Zeljkor izvini sto ti spamujem temu , ali kada sam video jednostavno sam morao da reagujem.
-
Koliko ja znam kod nas ne postoji zastupnik za TAD drivere , a ja ne zelim da se bakcem sa uvozom i garancijom za drivere . Sto se tice horni i kabineta to uvek mogu da odradim.
-
Sta da ti kazem , bili su u kompletu sa tad 1602b basovima . Cudni su putevi gospodnji , nista nije nemoguce.
-
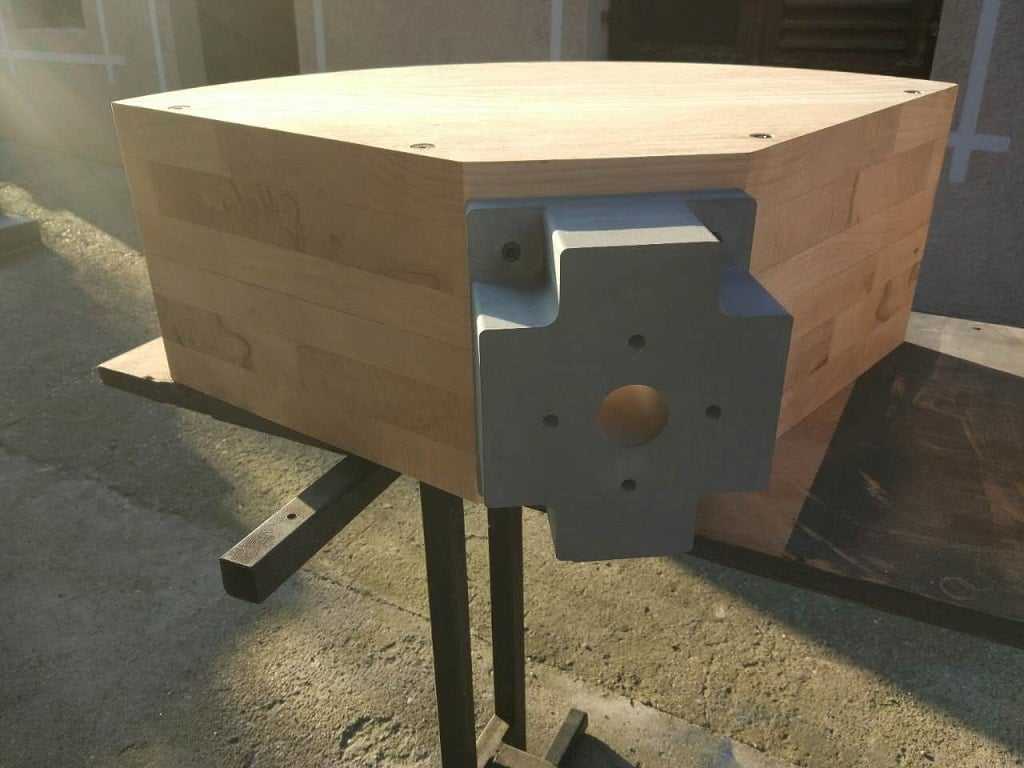
Drveni blokovi su kupljeni gotovi od stolara , nisam imao uticaj na to kako ce da ih laminiraju .
-
E to je sad kompletna istorija . @zenmod hvala za informaciju
-
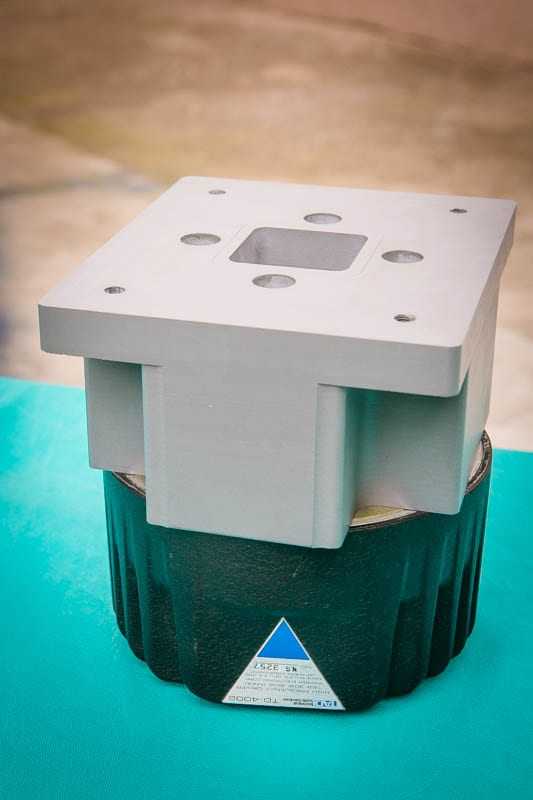
Zavrsni izgled

-
Faza 5 : voskiranje.
-
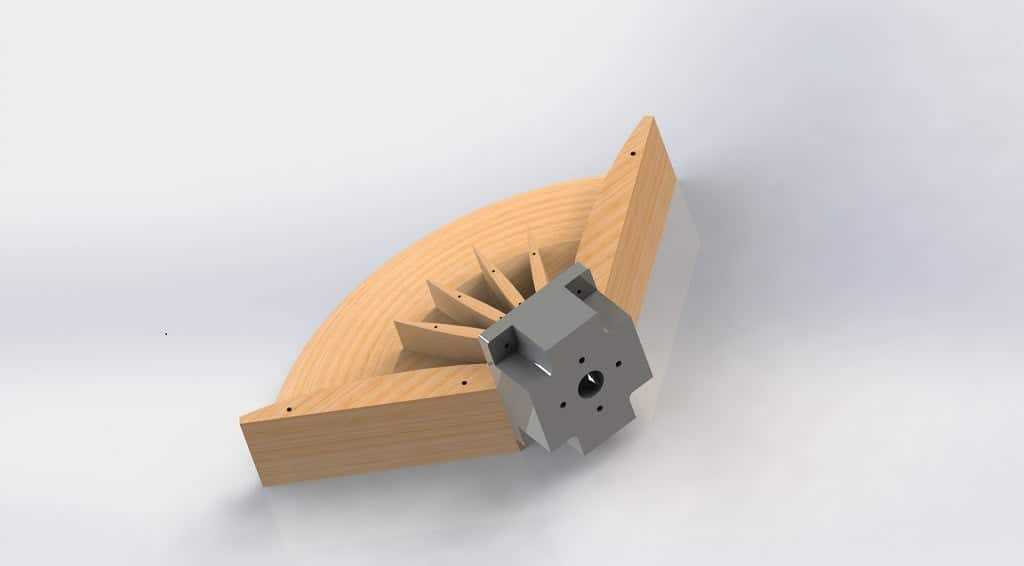
faza 4 : adapter
-
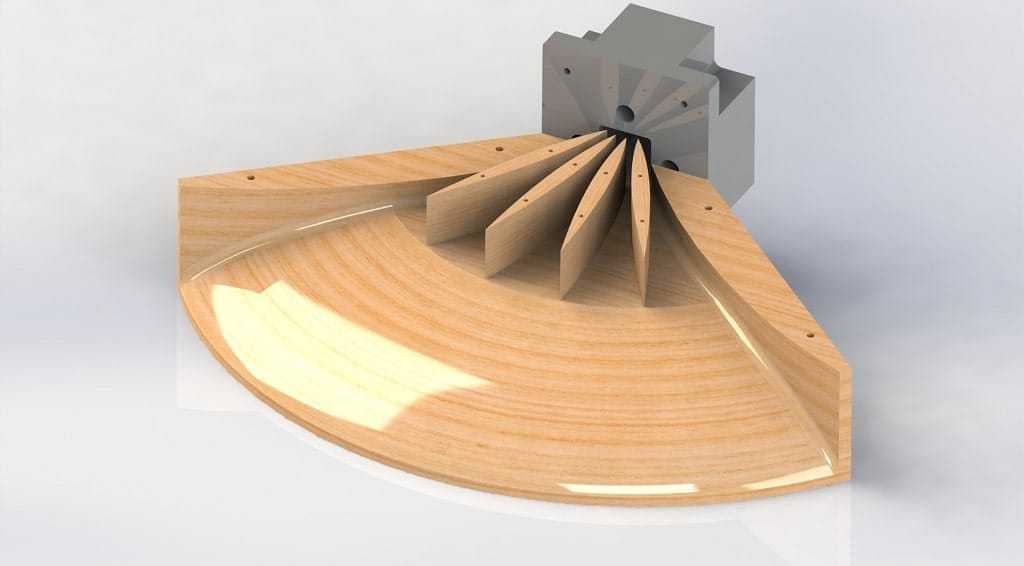
Faza 3: sastavljanje i skirglanje
-
Hvala Zar mislis da bih ja kupio nesto sto mogu da napravim tacno onakao kako mi treba . Na zalost limit foruma za upload mi ne dozvoljava da postujem kompletan tok izrade .
-
Faza 5 : voskiranje. Sledi izrada bas kabineta za 1602b , takodje ce biti foto dokumentovano. Za sada toliko ako ima pitanja rado cu odgovoriti
-
faza 4 : adapter
-
Faza 3: sastavljanje i skirglanje ....... Na zalost ne mogu da uploadujem ostale
-
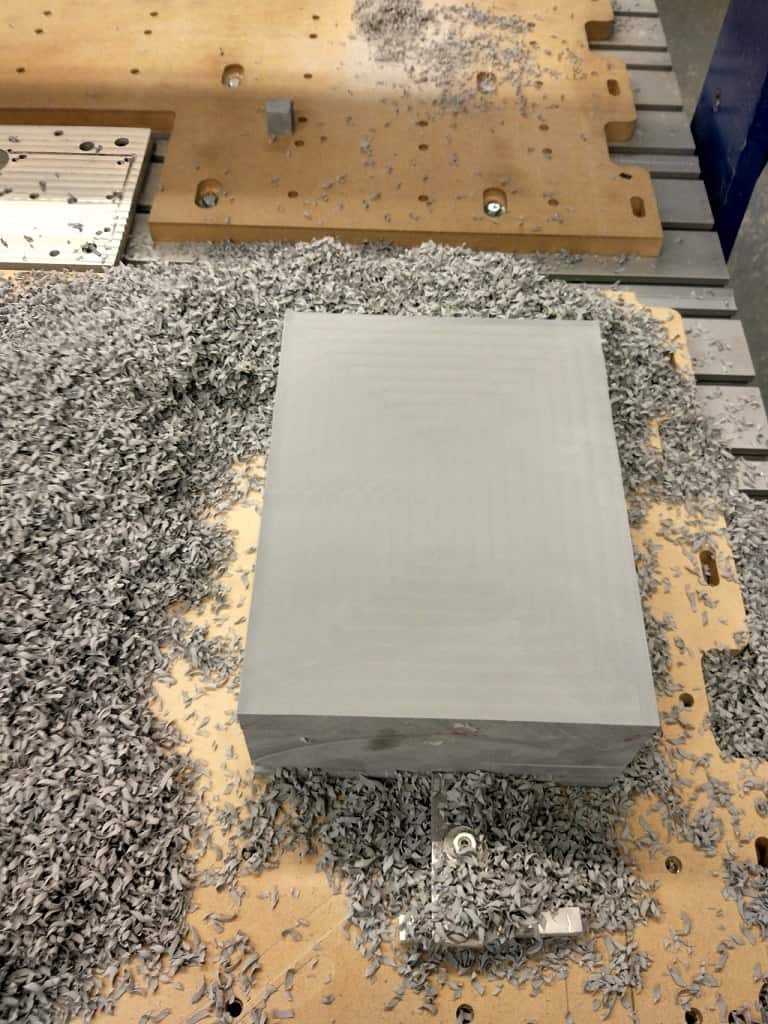
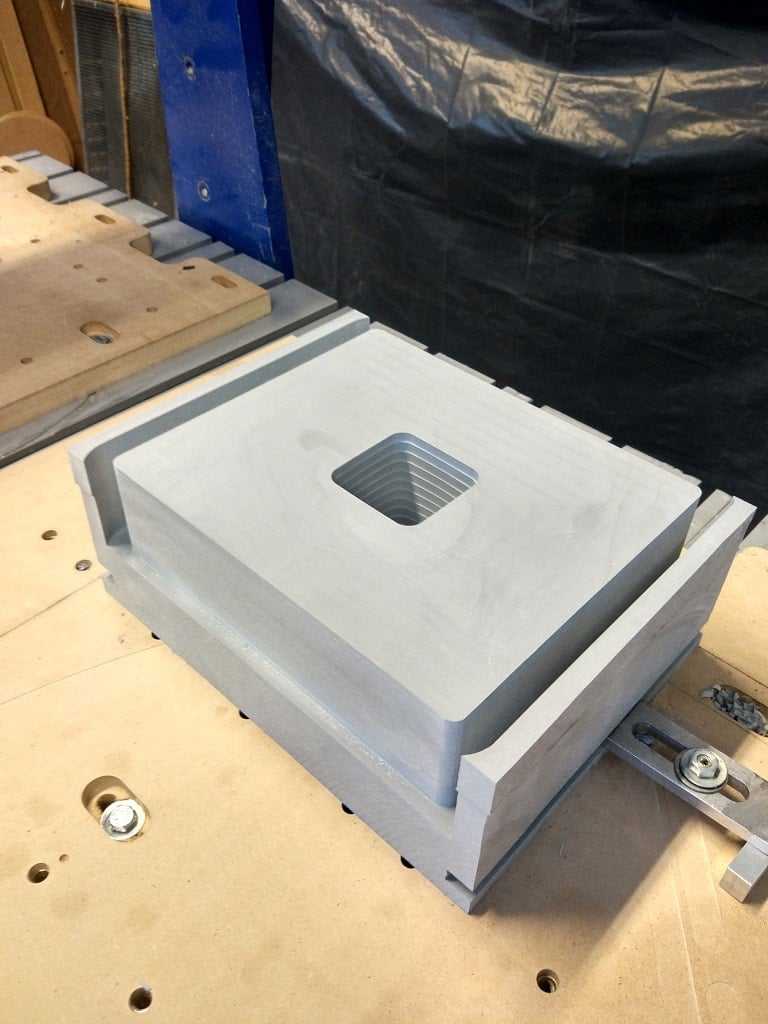
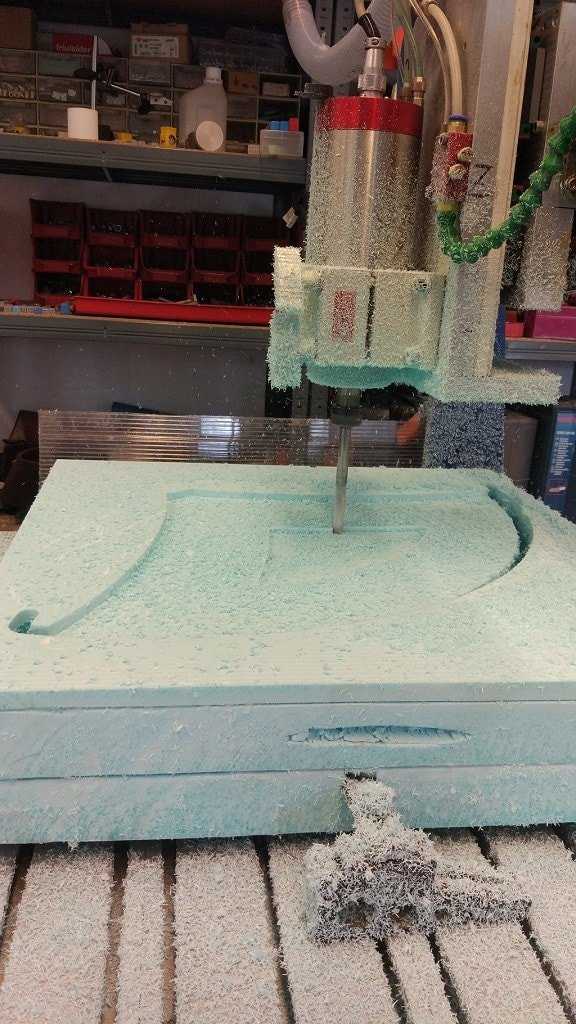
Faza 2 : CNC work
-
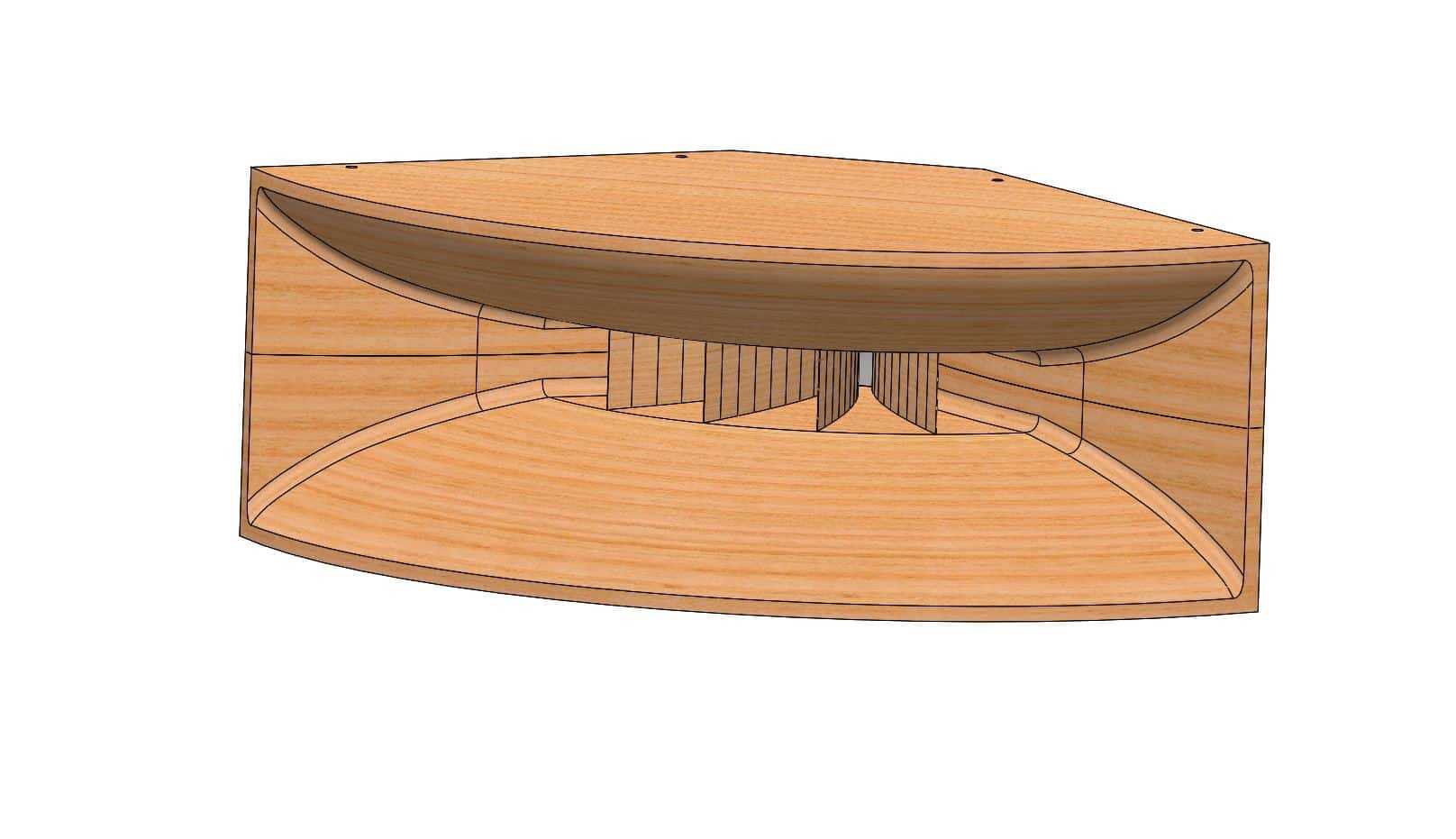
Izrada horne za TAD4002. Necu puno da pisem jer ce slike reci sve .Test materijal: stirodur XPS70Stok materijal za horne : laminirano drvo jasena Stok materijal za adaptere : sika block M1050Vreme obrade na CNC-u oko 42 sataFaza 1 : 3D crtanje i test
-
Ono sto ja mogu da kazem na prvi pogled je da je potrebno dosta vremena da bi ovaj printer poceo da stampa kako treba . Da me ne shvatite pogrosno , to nije slucaj samo sa ovim printerom , vecina printera , da ne kazem svi , moraju detaljno da se podese , da bi mogli da printaju korektno . Ako su ovako katastrofalni rezultati sa 0.3mm layer-om ( slojem ) , 0.05 mm je besmisleno pokusavati dok se printer ne podesi . Dizna je po specifikaciji 0.4mm ali to u stvarnosti nikada nije tako , varira od 0.35 do cak 0.5mm . Samim tim debljina niti, koji se formira na izlazu dizne , nije ista za svaki primerak . To je osnovno da se utvrdi i da se vrednost unese u slicer . Filament je , koliko mogu da vidim iz slika PLA , to je jos jedna bitna stavka za upotrebljivost objekta . PLA se deformise vec na 40 -45 stepeni C , tako da ga ja nikada nisam smatrao ,da otstampani objekti , sa ovim filamentom imaju upotrebnu vrednost. Hot bed , ploca na kojoj se stampaju objekti , je od aluminijuma , a to za sobom povlaci mnoge probleme kada se zeli stampa sa layerom 0.05mm. Naime , da bi se materijal zalepio na plocu potrebno je da se ploca zagreje , za PLA 60-70 C , ABS 110-120C. Kako god konstrukciono da je reseno , aluminijum se blago uvija na sredini , i povrsina na kojoj se stampa nije vise dovoljo ravna , to dovodi do losih rezultata u finalnom objektu . Iskustvo kaze da za 0.05mm layer , staklo sa slojem kapton-a je idealna povrsina . Sledece sto se vidi je nepreciznost slaganja layera , u prevodu da svaki sledeci lajer mora da prati geometriju prethodnog . To sa ovim primerkom printera je jako lose . Razloga za to moze da bude vise , ali su najcesci los kvalitet upotrebljenih mehanickih delova ili prevelika brzina za taj printer . Objekti koji se stampaju su obicno zaokruzene metricke vrednosti , tako da layer od 0.3mm je besmislen a ujedno dovodi do loseg prelaza izmedju layera i slinavog izgleda odstampanog dela . Layer od 0.25 mm je iskustveno najbolja velicina za relativno brz print , a layer od 0.1mm za relativno precizan print . sta to znaci prakticno znaci ? Nas objekat ima oblik stepenica a svaka je visoka vi 15.5 mm , layer je 0.3mm . Matematika kaze 15.5 /0.3= 51.666.... 55 layera ce odstampati kako treba ali taj poslednji je problematican . Ne znam da li na tom printeru postoji ventilator koji duva u objekat dok se stampa , ali je to za stampu malih , preciznih objekata jako bitno . Mora da se forsira hladenje prethodnog layer-a pre nego sto pocne stampa sledeceg . Ako ne postoji to dovodi do deformacije prethodno odstampanog layera . itd , itd... Ako je potreban pomoc pusti poruku na email . P.S Dobro dosao u klub " nerviranja do zore "
-
Kako ti nije jasno , bar tebe smatram klikerasom na frumu Prosta digitala znaci imamo 6 polozaja . binarno mozemo da ih predstavimo na sledeci nacin 000001 000010 000011 000100 000101 000110 000111 . . . 111111 Ako pstavimo da nam je cilj atenuacija sa skokom od 1 dB to ide ovako Prosto binarno sabiranje 1 binarno 000001 +2 binarno 000010 -------------------------- =3 binarno 000011 sto prakticn znaci da imamo 6 releya sa sledecim atenuacijama 1 rele 1dB 2 rele 2dB 3 rele 4db 4 rele 8db 5 rele 16db 6 rele 32db Svaki sledeci je duplo veci od prethodnog Prosto binarno sabiranje 1 binarno 000001 +2 binarno 000010 -------------------------- =3 binarno 000011 Primer 1 db uklj 1 rele ostali isklj 2 db uklj 2 rele 3 db uklj 1 i 2 rele 4 db uklj 3 rele 5 db uklj 1 i 3 rele 6 db uklj 2 i 3rele 7 db uklj 1,2,3 rele 8 db uklj 4 . . 15 db uklj 1,2,3 i 4 16 db uklj 5 . . 31 db uklj 1.2.3.4 i 5 32 db uklj 6 . . 64 ukljuceni svi U principu je samo kombinacija fiksnih atenuatora. Jedina mana impulsvog resenja u dnosu na maxtone je sto se ulazna i izlazna impedansa kod impulsa menja sa bilo kojom kpmbinacijom otprora a kod maxtone se ne menja . Mislim da ce se to odraziti na zvuk . Nadam se da je sada jasnije
-
Tacno tako Leonardo , i ako ovo nije isti princip , ako posmatramo cilj ove tehnologije tj brza izrada prototipova ,jako su slicni . Tehnologija je stara skoro 30 godina , ali je tek sad dostigla neku jako strmu uzlaznu putanju. Mnogo nasih ljudi je radilo i dalo doprinos reprap DIY stampacima , i vrlo rado ih pominju ljudi zainteresovani za razvoj ove tehnologije . Sledeci korak na ovom polju su stampaci koji mogu da stampaju metale, ali to je neka druga prica . Kad a bude bilo rezultata u toj oblasti , napravicemo temu i o tome .
-
Ne bih se slozio da lomljivost ima veze sa modelom stampaca , mnogo vise ima veze sa kvalitetom i vrstom filamenta ( plastike ) i sa pravilno podesenim stampacem . Za sada sam imao prilike da probam ABS i PLA , HIPS. Cekam da mi stigne kvalitetan polikarbonat . Zbog velike vlaznosti vazduha PVA je ne upotrebljiv u krajevima gde ja zivim i radim . Situacija je sledeca : ABS je najzahvalniji za stampnje modeli su otporani je na temparaturu do 130 - 140 C bez deformacije ali ima najlosije mehanicke karakteristike. PLA je plastika novijeg datuma , navodno, eko fraendly ( bio razgradiva) , ima dobre mehanicke karakteristike , ali na zalast te dobre mehanicke karakteristike gubi vec na 50C Polycarbonat je najzajebaniji za stampu , trazi dobro dizajniran hotend , ali zato model ima najbolje mehanicke karakteristike i na povisenim temparaturama .Svaki dan se pojavljuju neke nove smese materijala ali su za sada svi ostali materijali preskupi za eksperimentisanje . HIPS i PVA su filamenti koji se uglavnom koriste za suport pri stampanju , pogotovo kod komplikovanih modela .Njihova prednost je sto su rastvorivi, PVA sa vodom a HIPS sa limunskom kiselinom. Jos uvek se, uglavnom , koriste stampaci sa jednim hotend-om ( diznom ) mada je tendencija i sve vise ljudi rade na tome da se unaprede i hardwer i software da se stampa sa 2 i vise hotend-a . Ja se trudim da se svrstam medju te ljude , koliko cu biti uspesan vreme ce pokazati Sto se tice ispune i tu si donekle u pravu jako mali procenat popunjesti ljudi koriste da bi ustedeli filament, koji je jos uvek relativno skup ,samim tim degradiraju mehanicke karakteristike modela. Ja uglavnom radim 98% popunjenost , za objekte kod kojih mi je bitno da budu cvrsti , 50% za bitne objekte koji ne moraju da imaju veliku cvrstinu i 25% za izlozbene modele . Bez ispune se rade samo objekti za kalibraciju , jer se time dokazuje koliko dobro je printer podesen . Najcesci model je kocka ima samo zidove a unutra je suplja . Ako se to odstampa kako treba onda se smatra da je stampac dobro podesen.
-
Docicu to je fakat, ali da vucem sa sobom ovu skalameriju na aviJon, nema sanse . Mada cu videti da posaljem sam sebi . Cisto da vidim koliko ce da probaju da me rebnu na carini . Ionako imamo ugovor sa Fedex-om ( sto znaci da imamo veliki popust za posiljke) ,pa ako me iznerviraju samo cu da kazem da vrate nazad.
-
Mislim da bi ti bilo skupo, zbog transporta , i sporo jer sam ja na 5337milja(8590 km )od Srbije.
-
Minimalni promer dizne koji sam koristio je 0.2 a maximalni 0.7 . Manja dizna je za finije stvari a vece za grubi brzi print. Takodje i debljina layera moze da se podeseva minimalno sam isao na 0,01 a max na 0.4mm. Sve to zavisi od toga sta hoce da se postigne fini detalji ili brzina stampe. Delovi izradjeni na ovaj nacin su potpuno funkcionalni , ali za 15% manje tvrdoce nego da se rade klasicnim brizganjem. To su rezultati ispitivanja ne nekom americkom institutu , ne mogu da se setim imena instituta jer sam imao skoro nesrecu da sam pobrisao bukmarkovane sajtove. Moj stampac je 200 x 200 x 170 mm i to je maximalna dimenzija objekta koji se stmapa. Razlog je sto 90% objekata upada u te dimenzije . Posto mi proizvodimo ovaj stampac . a dizajn je modularan, mogu da ga napravim do dimenzija 500 X 500 X 500mm. Jedina mana je kod stampanja tako velikih objekata vreme . Zna da potraje stampanje i po 20-30 sati u zavisnosti od modela.

































-
Trenutno na sajtu 3 članova, 1 Skrivenih, 123 Gosta (Pogledaj celu listu)
-
Forumska statistika
9.2k
Ukupan broj tema452.1k
Ukupan broj objava